



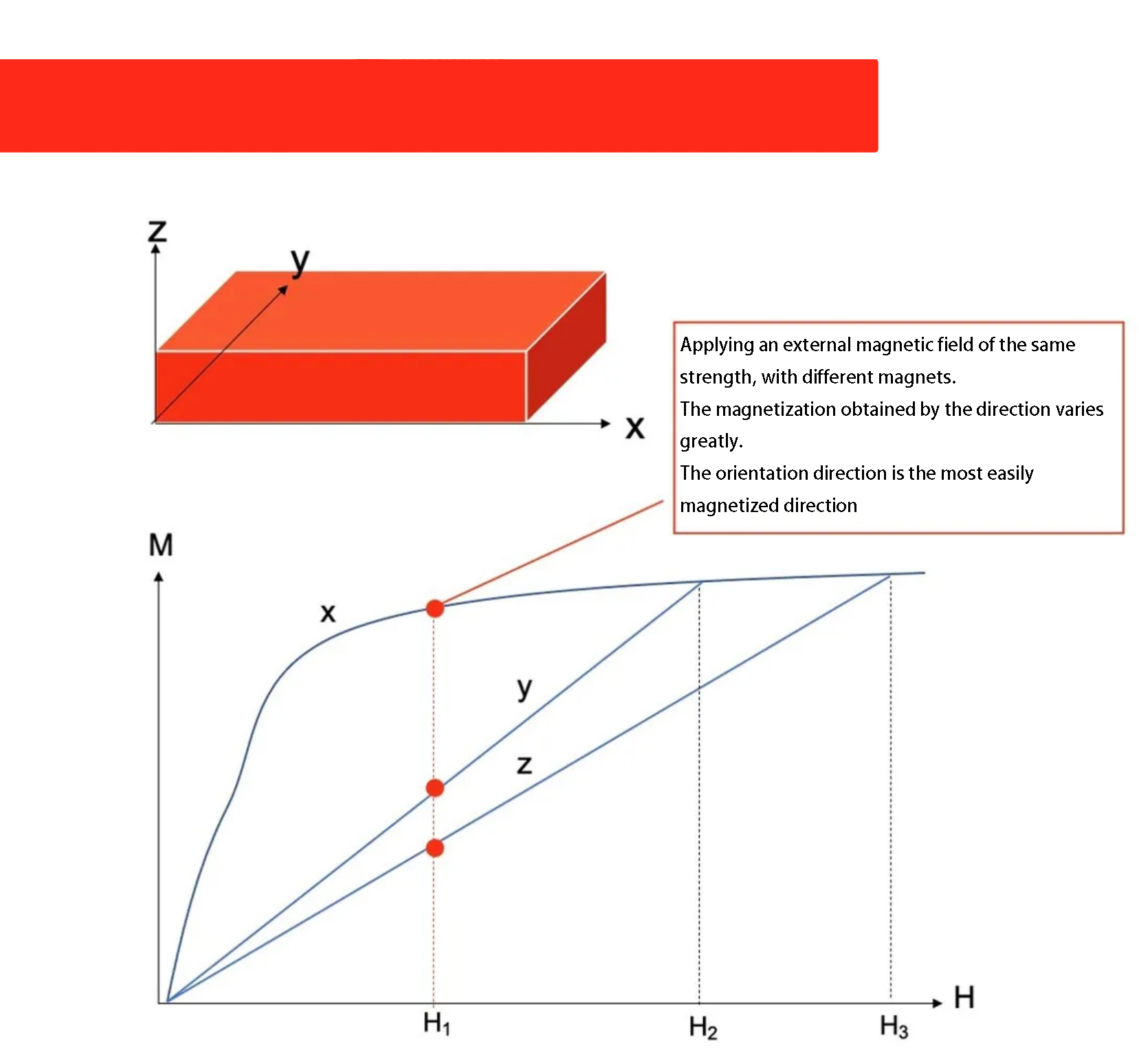
Segulefni má flokka í tvo flokka: ísótrópískir seglar og anisotropic seglar:
Ísótrópískir seglar sýna sömu segulmagnaðir eiginleikar í allar áttir og hægt er að segulmagna í hvaða átt sem er.
Anisotropic segull sýnir mismunandi segulmagnaðir eiginleikar í mismunandi áttir, og þeir hafa ákjósanlega stefnu fyrir bestu segulmagnaðir frammistöðu, þekktur sem stefnumörkun.
Algengar anisotropic seglar eru mahertu NdFeBoghertu SmCo, sem bæði eru hörð segulmagnaðir efni.
Stefna er mikilvægt ferli í framleiðslu á hertu NdFeB seglum
Segulmagn seguls er upprunnið í segulmagnaðir röð (þar sem einstök segulsvið stilla saman í ákveðna átt). Sintered NdFeB er myndað með því að þjappa seguldufti í mót. Ferlið felur í sér að setja segulduft í mót, beita sterku segulsviði með því að nota rafsegul og beita samtímis þrýstingi með pressu til að samræma auðvelda segulmögnunarás duftsins. Eftir pressun eru grænu bolirnir afsegulaðir, fjarlægðir úr mótinu og eyðublöðin sem myndast með vel stilltum segulsviðsleiðbeiningum eru fengnar. Þessar eyður eru síðan skornar í tilgreindar stærðir til að búa til loka segulmagnaðir stálvörur í samræmi við kröfur viðskiptavina.
Powder orientation er afgerandi ferli við framleiðslu á afkastamiklum NdFeB varanlegum seglum. Gæði stefnunnar meðan á auða framleiðslustiginu stendur er undir áhrifum af ýmsum þáttum, þar á meðal styrkleika stefnusviðs, lögun og stærð duftkorna, mótunaraðferð, hlutfallsleg stefnumörkun stefnusviðs og myndunarþrýstings og lausþéttni stillt dufts.
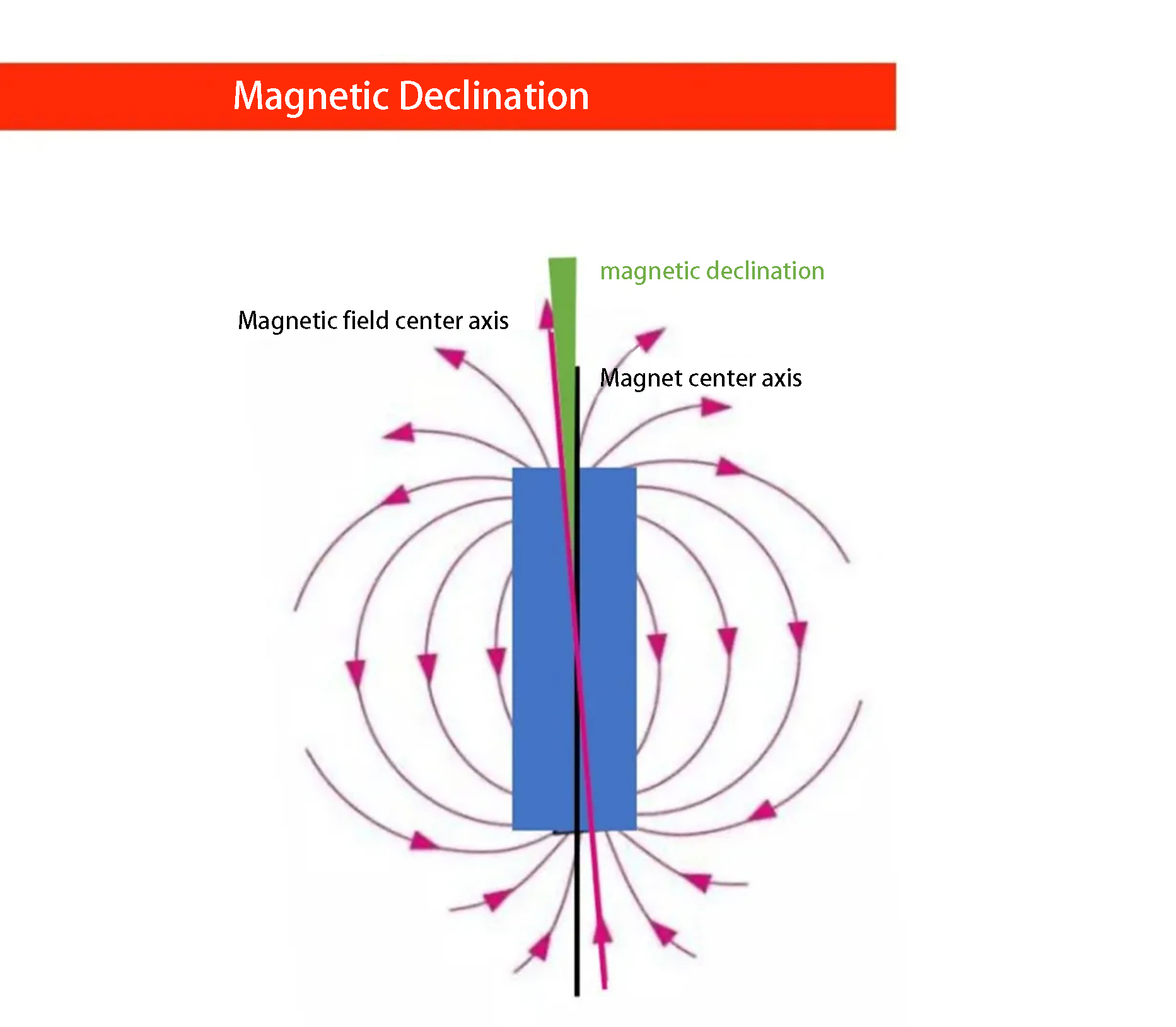
Segulskekkjan sem myndast á eftirvinnslustigi hefur ákveðin áhrif á segulsviðsdreifingu seglanna.
Segulvæðing er lokaskrefið til að veita segulmagnihertu NdFeB.
Eftir að hafa skorið segulmagnaðir eyðurnar í æskilegar stærðir, gangast þeir undir ferli eins og rafhúðun til að koma í veg fyrir tæringu og verða endanleg segulmagnaðir. Hins vegar, á þessu stigi, sýna seglarnir ekki utanaðkomandi segulmagn og þurfa segulmagnaðir í gegnum ferli sem kallast "hleðslusegulmagn".
Búnaðurinn sem notaður er til að segulmagna er kallaður segulmagnari eða segulvél. Segulmagnarinn hleður fyrst þétta með mikilli DC spennu (þ.e. geymir orku), tæmir hana síðan í gegnum spólu (segulbúnað) með mjög lágu viðnámi. Hámarksstraumur útskriftarpúlsins getur verið mjög hár og nær tugum þúsunda ampera. Þessi straumpúls myndar öflugt segulsvið innan segulbúnaðarins, sem segulmagnar varanlega segulinn sem settur er inni.
Slys geta átt sér stað meðan á segulvæðingu stendur, svo sem ófullkomin mettun, sprungur á skautum segultækisins og brot á seglum.
Ófullnægjandi mettun stafar aðallega af ófullnægjandi hleðsluspennu, þar sem segulsviðið sem myndast af spólunni nær ekki 1,5 til 2 sinnum mettun segulmagnsins.
Fyrir fjölpóla segulvæðingu eru seglar með þykkari stefnumótun einnig krefjandi að metta að fullu. Þetta er vegna þess að fjarlægðin milli efri og neðri póla segultækisins er of stór, sem leiðir til ófullnægjandi segulsviðsstyrks frá pólunum til að mynda almennilega lokaða segulhringrás. Þar af leiðandi getur segulmyndunarferlið leitt til óreglulegra segulskauta og ófullnægjandi sviðsstyrks.
Sprunga á skautum segultækisins stafar fyrst og fremst af því að stilla spennuna of hátt og fara yfir örugg spennumörk segulmagnsins.
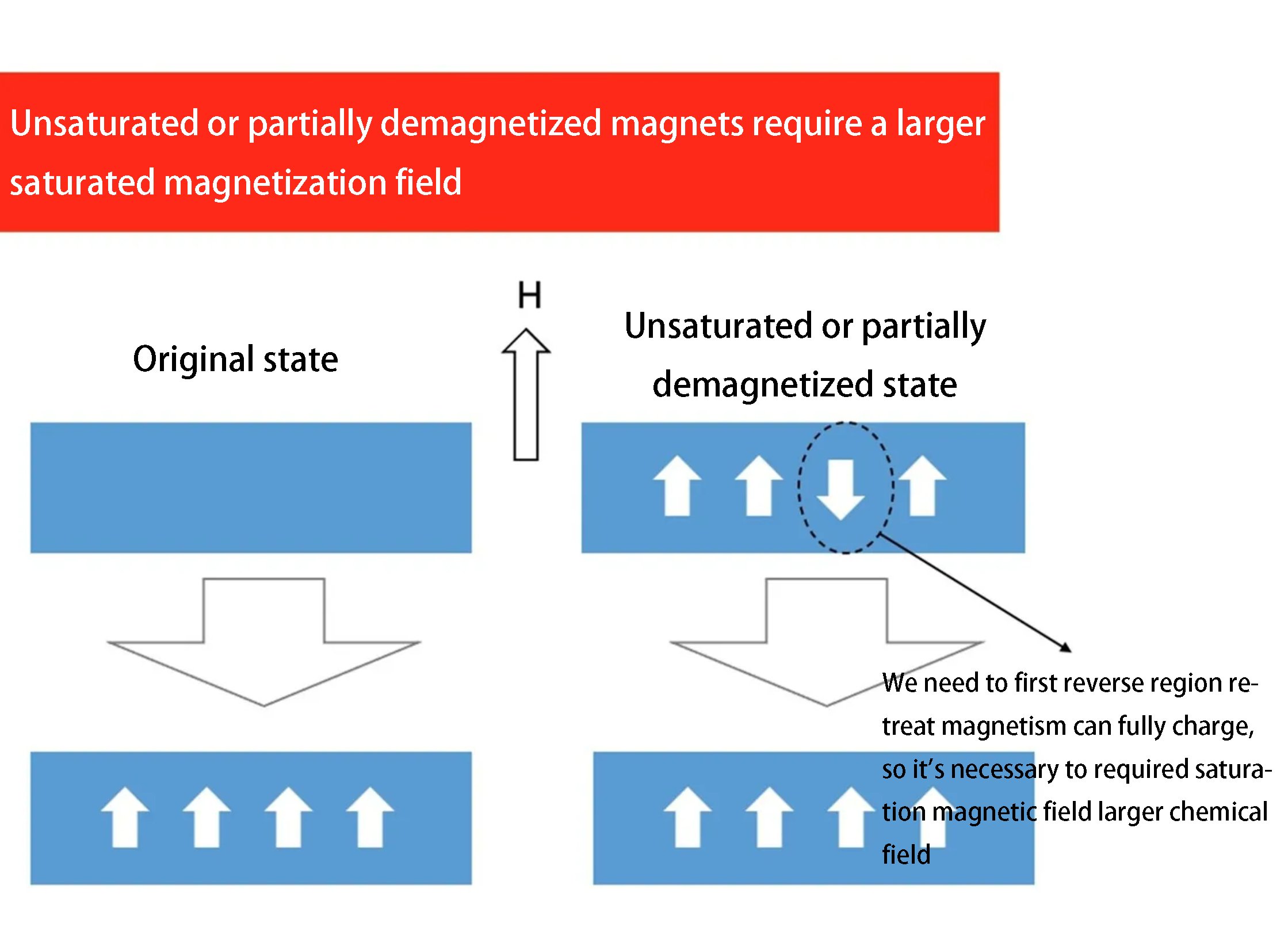
Ómettaðir seglar eða seglar sem hafa verið afsegulaðir að hluta til eru erfiðara að metta vegna upphaflegs óreglulegra segulsviða. Til að ná mettun þarf að yfirstíga mótstöðu frá tilfærslu og snúningi þessara léna. Hins vegar, í þeim tilvikum þar sem segull er ekki að fullu mettaður eða hefur leifar segulmagnaðir, eru svæði með öfugu segulsviði inni í honum. Hvort sem það er segulmagnað áfram eða afturábak, krefjast sum svæði öfugs segulmögnunar, sem þarfnast þess að sigrast á innri þvingunarkrafti á þessum svæðum. Þess vegna er sterkara segulsvið en fræðilega þarf til segulvæðingar.
Birtingartími: 18. ágúst 2023